Die Oberflächenbeschaffenheit mechanischer Komponenten wird seit über 80 Jahren überprüft, um die Leistung hergestellter Produkte zu verbessern. Die ersten Rauheitstester zeichneten Oberflächenhöhen mit einer Stiftspitze in Berührung mit der Oberfläche und einem Verfahrtisch auf. Das gemessene Profil wurde auf Kohlepapier gezeichnet, und auf einem Galvanometer wurde ein Rauheitswert angezeigt. Lange Zeit wurde nur ein Parameter verwendet, unter dem Namen Ra (Roughness average - Mittlere Rauheit) oder CLA (Center Line Average - Mittlere Mittellinie) oder sogar AA (Arithmetic Average - Arithmetischer Durchschnitt). Dann kamen RMS oder Rq, Rz und Rmax, und später viele weitere Parameter; so viele in der Tat, dass Pr Whitehouse schließlich seinen berühmten Artikel über den "Parameter Rash" schrieb [WHITEHOUSE 1982].
Heutzutage sind Profilparameter und flächenhafte Parameter in mehreren internationalen Normen definiert, wobei manche lokale Variationen aufgrund nationaler oder sektorspezifischer Normen haben. Die Profilparameter werden je nach Art des Profils, auf dem sie berechnet werden, in drei Gruppen aufgeteilt: P-Parameter werden auf dem Primärprofil berechnet; R-Parameter werden auf dem Rauheitsprofil berechnet; und W-Parameter werden auf dem Welligkeitsprofil berechnet.
Einzelmessstrecke und Messstrecke
Um Probleme der ersten Profilometer zu überwinden, wie Rauschen oder Reproduzierbarkeit, werden einige Parameter auf Profilsegmenten berechnet (Einzelmessstrecken) und dann gemittelt. Die Einzelmessstrecke wird üblicherweise als Cut-off-Länge (λc) des Filters definiert, das verwendet wird, um Rauheit und Welligkeit zu trennen. Zum Beispiel werden unter Verwendung einer Cut-off-Länge von 0,8 mm und 5 Einzelmessstrecken Parameter für jedes Segment geschätzt (Ra1, Ra2,., Ra5), und der Parameterwert wird als der Mittelwert dieser geschätzten Werte angegeben. Andere Parameter werden auf der Messstrecke definiert und berechnet; diese entspricht in der Regel der Profillänge nach dem Filtern. Details sind in [ISO 4288] beschrieben.
Beachten Sie, dass die gleichen nach ASME B46.1 berechneten Parameter nicht gemittelt sind und auf der Messstrecke berechnet werden. Ihr Wert unterscheidet sich geringfügig von den nach ISO berechneten Parametern.
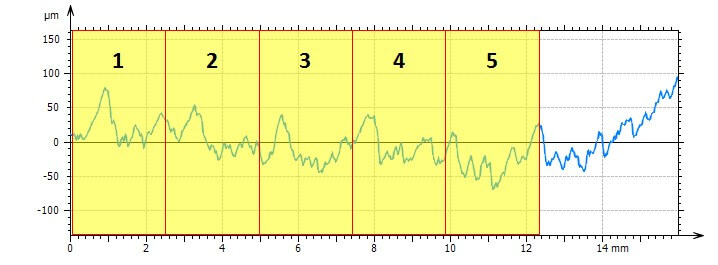
Einzelmessstrecke = 2,5 mm
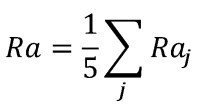
ISO 4287 - Tastschnittverfahren - Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit
Dies ist die Master-Norm für Profilparameter im ISO-GPS-System. In ihr werden Begriffe definiert und Definitionen für gemeinsame Parameter angegeben. Im Folgenden gelten die für Rx angegebenen Definitionen auch für Px und Wx.
Amplituden-Parameter
Rt, Gesamthöhe des Profils: Höhe zwischen dem tiefsten Tal und der höchsten Spitze, auf der Messstrecke.
Rp, maximale Profilspitzenhöhe: Höhe der höchsten Spitze, von der Mittelwertlinie aus gemessen, innerhalb einer Einzelmessstrecke.
Rv, maximale Profiltaltiefe: Tiefe des tiefsten Tals, von der Mittelwertlinie aus gemessen, innerhalb einer Einzelmessstrecke.
Rz, maximale Höhe des Profils: auf der Einzelmessstrecke definiert: dieser Parameter wird oft verwendet, um zu überprüfen, ob das Profil überstehende Spitzen hat, die das statische oder gleitende Kontaktverhalten der Oberfläche beeinflussen könnten.
Ra, arithmetische mittlere Abweichung des untersuchten Profils: auf der Einzelmessstrecke definiert. Ra wird zur globalen Bewertung der Rauheits-Amplitude auf einem Profil verwendet. Dieser Wert sagt nichts über die räumliche Frequenz der Irregularitäten oder über die Form des Profils aus. Ra ist bei zufälliger Oberflächenrauheit aussagekräftig, die von Werkzeugen hergestellt wurde, die keine Spuren auf der Oberfläche hinterlassen, bei Techniken wie Sandstrahlen, Fräsen, Polieren
Rq, durchschnittliche quadratische Abweichung (RMS) des untersuchten Profils: entspricht der Standardabweichung der Höhenverteilung, innerhalb einer Einzelmessstrecke. Rq liefert die gleichen Informationen wie Ra.
Rsk, Schiefe des untersuchten Profils: Asymmetrie der Höhenverteilung, innerhalb einer Einzelmessstrecke. Dieser Parameter ist wichtig, da er Informationen über die Morphologie der Oberflächenbeschaffenheit liefert. Positive Werte entsprechen hohen auf einer regelmäßigen Oberfläche verteilten Spitzen (schräge Verteilung, nach unten verlagert), während negative Werte auf Oberflächen mit Poren und Kratzern gefunden werden (schräge Verteilung, nach oben verlagert). Der Parameter ist daher von Interesse, wenn Kontakt- oder Schmierfunktionen erforderlich sind. Im Gegensatz zum Ra gibt dieser Parameter jedoch keinerlei Informationen im Bezug auf die absolute Höhe des Profils.
Rku, Kurtosis des untersuchten Profils: Schärfe der Höhenverteilung, innerhalb einer Einzelmessstrecke.
Rc, Mittlere Höhe der Profilelemente: auf der Einzelmessstrecke definiert. Dieser Parameter kann auf Oberflächen mit Zellen oder Körnung berechnet werden. Er ähnelt dem Motivparameter R aus ISO 12085, und sollte in diesem Sinne als Elementparameter betrachtet werden (see ISO 25178).
Räumliche Parameter
RSm, mittlerer Abstand der Profilelemente, innerhalb der Messstrecke*. Dieser Parameter ist auf Oberflächen mit periodischen oder pseudo-periodischen Motiven wie gedrehten oder strukturierten Oberflächen interessant. In diesen Fällen wird RSm ihren Abstand angeben. RSm ist bedeutungslos bei zufällig verteilter Oberflächenbeschaffenheit.
* Diser Parameter war ursprünglich auf einer Einzelmessstrecke definiert; mittlerweile wird allerdings empfohlen, ihn auf der Messstrecke zu berechnen.
Hybridparameter
Rdq, durchschnittliche quadratische Steigung des untersuchten Profils, innerhalb einer Einzelmessstrecke. Rdq ist ein erster Ansatz zur Analyse der Oberflächenkomplexität. Glatte Oberflächen ergeben einen niedrigen Wert, während raue Oberflächen mit Mikrorauheit höhere Werte liefern.
RPc, Spitzenzählungswert. Wurde in änderung 1 eingeführt. Liefert die Spitzendichte pro Längeneinheit.
Funktionsparameter
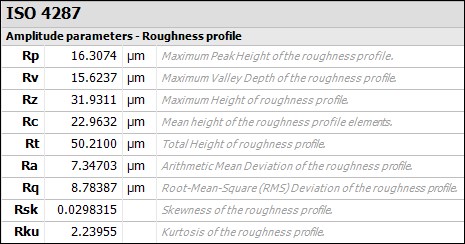
Rmr, Materialanteil in einer bestimmten Tiefe. Dieser Parameter gibt den prozentualen Materialanteil an, der in einer bestimmten Tiefe (vom obersten Punkt des Profils aus) durchquert wird. Als Referenz kann auch die Mittellinie oder einer anderen Referenzhöhe (c0) genommen werden.
Rdc, Höhe zwischen zwei Materialanteilen. Ein stabiler Rauheitswert kann mit Rdc(2%-98%) bestimmt werden, wenn Ausreißer auf der Oberfläche vorhanden sind. Diese Berechnung schließt die höchsten Gipfel aus, die abgenutzt werden, sowie die tiefsten Täler, die ausgefüllt werden. In der Automobilindustrie kann die beim Einfahren entfernte Materialhöhe mit Rdc (1%-33%) beurteilt werden, und das für Schmiermitteltaschen verwendete Hohlraumvolumen kann mit Rdc (25%-99%) beurteilt werden.
Auf der Abbott-Firestone-Kurve berechnetes Materialverhältnis.
Der Rmr-Wert 2 µm unter der höchsten Spitze beträgt 10 %.
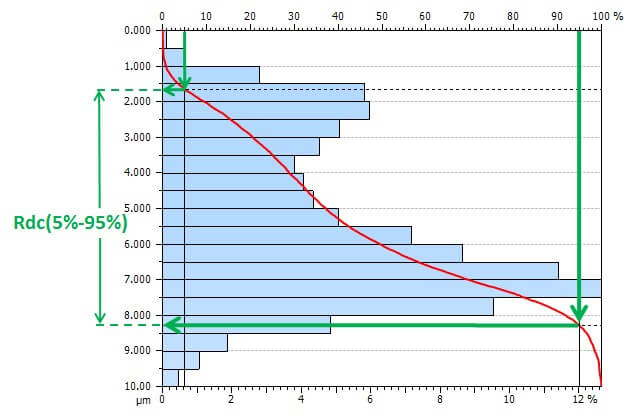
Die Schnitthöhe Rdc zwischen 5 % und 95 % des Materialverhältnisses beträgt 6,5 μm.
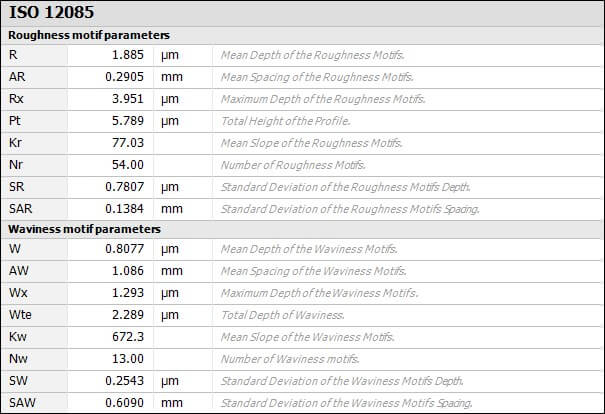
ISO 12085 - Profilmethode - Motifkenngrößen
Diese Norm ist die internationale Version einer französischen Norm, die von CNOMO, einem Konsortium mit Experten von PSA Peugeot Citroen und Renault, in den 80er und 90er Jahren verfasst wurde. Die Methode basiert auf einer grafischen Segmentierung des Profils in "Motifs" (Motive, Muster), deren Höhe und Breite dann quantifiziert wird. Die Originalität und der Vorteil dieser Methode liegt in der Korrelation zwischen Parameterwerten und funktionalen Anforderungen, ermöglicht durch eine umfangreiche Messkampagne, während der mehr als 40 000 Teile vermessen wurden. Sie wird meistens Französische "Motif" methode oder R&W-Parameter genannt.
Heute sind diese Parameter weniger häufig in Gebrauch, aber die Schlussfolgerungen bezüglich der Beziehung zwischen Funktion und Spezifikation bleiben wichtig und können mit anderen Parametern verwendet werden.
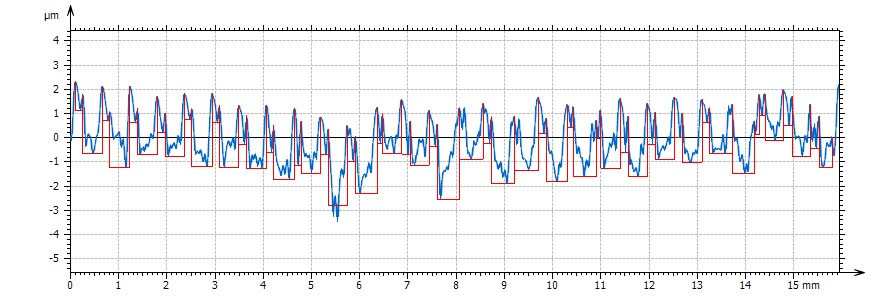
Rauheitsmotive
Motive werden auf einem Profil als Spitze-Tal-Spitze-Trio definiert und durch eine spezielle Segmentierungsmethode detektiert. Der Hauptteil des Algorithmus ist ein kombiniertes Verfahren, das auf vier Bedingungen basiert, und durch eine Grenze A definiert wird. Die Kombinationen verbinden kleine und unbedeutende Motive zu größeren. Am Ende des Verfahrens werden signifikante Motive mit Parametern quantifiziert.
Rauheitsparameter
R, Durchschnittstiefe der Rauheitsmotive
AR, Durchschnittsabstand der Rauheitsmotive
Rx, maximale Tiefe der Rauheitsmotive
Dann wird eine obere Hüllkurve berechnet, indem Rauheitsmotiv-Spitzen mit Liniensegmenten verbunden werden; der Segmentierungsvorgang wird an dieser Hüllkurve unter Verwendung von zwei Grenzwerten A und B wiederholt. Dann werden Welligkeitsparameter berechnet.
Welligkeitsparameter
W, Durchschnittstiefe der Welligkeitsmotive
AW, Durchschnittsabstand der Welligkeitsmotive
Wx, maximale Tiefe der Welligkeitsmotive
Wte, Amplitude der oberen Hülle
Diese Parameter sind Teil des Moduls 2D Automotive.
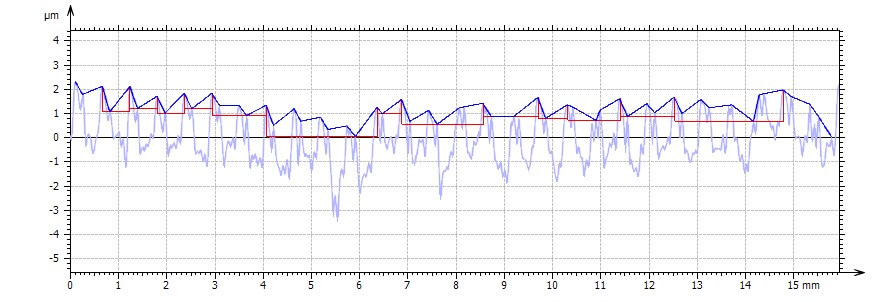
Oberes Hüllprofil und Welligkeitsmotive
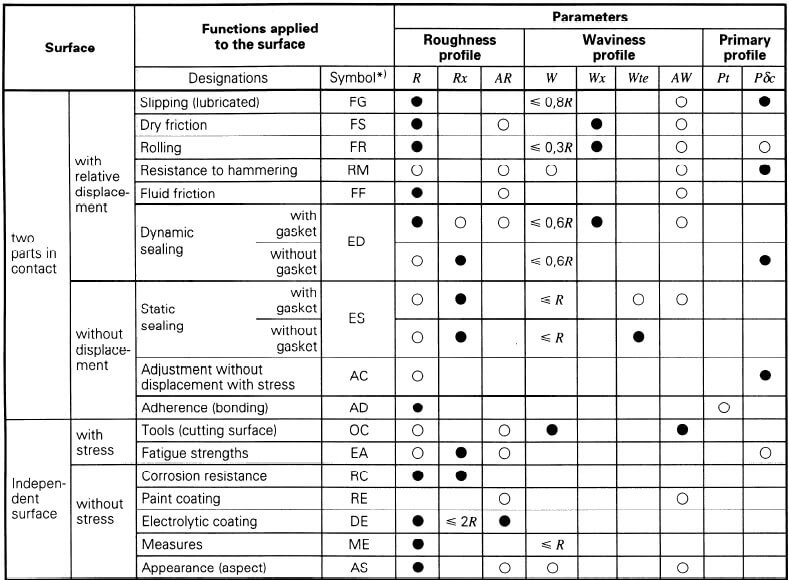
Empfohlene "Motif"kenngrößen in der Spezifikation,
für jede Art von Funktion
Der Nachteil dieser Methode ist ihre Instabilität, da sie auf Bedingungen statt auf mathematischen Grundlagen beruht. Derzeit wird daran gearbeitet, die Wasserscheiden-Zerlegung an Profile anzupassen, und die Kombinationsregeln durch Wolf-Beschneidung zu ersetzen. Die neue Motivmethode soll in ISO 16610, wahrscheinlich in Teil 45, beschrieben werden, und von der in flächenhaften Topographieparametern verwendeten flächenhaften Zerlegungsmethode abgeleitet werden. Die Korrelation zwischen den beiden Methoden wird in [BLATEYRON 2004] diskutiert
ISO 13565-2 und ISO 13565-3 - Profilmethode - Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften
Diese Normenreihe zielt speziell auf die Charakterisierung geschichteter Oberflächenbeschaffenheit ab, die in einem zweistufigen Herstellungsprozess wie z. B. Honen-Polieren hergestellt wurde. Der erste Teil dieser Normenreihe, ISO 13565-1, definiert ein spezielles Doppelpassfilter, das sich robust gegen tiefe Löcher verhält, die in geschichteten Oberflächen üblich sind. Dieses Filter wird nun durch das in ISO 16610-31 definierte Gaußsche Regressionsfilter ersetzt. Teil 2 definiert einen Satz von Parametern namens Rk-Parameter, die von einer graphischen Konstruktion auf der Abbott-Firestone-Kurve abgeleitet sind. Rk-Parameter sollten nur berechnet werden, wenn die Abbott-Kurve eine S-Form hat, andernfalls kann die grafische Konstruktion fehlschlagen und zu bedeutungslosen Parameterwerten führen.
Parameter aus ISO 13565-2
Rk, Kernrauhtiefe
Rpk, reduzierte Spitzenhöhe. Dieser Parameter wird verwendet, um hervorstehende Spitzen zu charakterisieren, die während der Funktion eliminiert werden könnten.
Rvk, reduzierte Riefentiefe. Dieser Parameter wird verwendet, um Täler zu charakterisieren, die Schmiermittel oder abgenutzte Materialien zurückhalten.
MR1 und MR2: Materialverhältnis, das den Kernbereich begrenzt.
Andere Parameter wie A1 und A2, Rpk * oder Rvk * können auch für bestimmte Anwendungen berechnet werden.
Diese Parameter sind Teil des Moduls 2D Automotive.
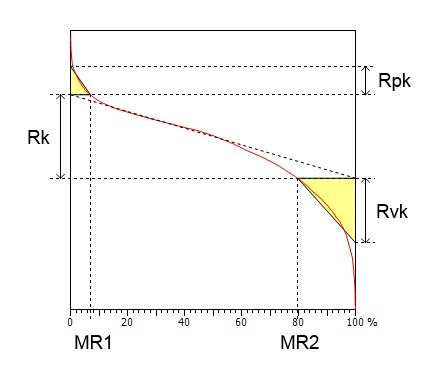
Grafische Konstruktion der Rk-Parameter
Parameter aus ISO 13565-3
Diese Norm wird bei der Charakterisierung von geschichteten vertikalen Zufallskomponenten verwendet, zum Beispiel einer Talstruktur mit überlagerter feiner Plateau-Textur. Auch hier sollten diese Parameter nur auf Oberflächen berechnet werden, die dieser Beschreibung entsprechen.
Rpq, Durchschnittliche quadratische (RMS) Rauheit der Plateau-Region
Rvq, Durchschnittliche quadratische (RMS) Rauheit der Riefen-Region
Rmq, Materialanteil am übergangspunkt zwischen Plateau und Riefe
Diese Parameter können auch auf dem Primärprofil berechnet werden, wie zum Beispiel Ppq, Pvq und Pmq.
Diese Parameter sind Teil des Moduls 2D Automotive.
Andere Normen
ASME B46.1
Diese Norm entspricht heute mehr den ISO-Normen als die vorherigen Versionen, abgesehen von einigen Unterschieden. Der Hauptunterschied betrifft die Einzelmessstrecke und gemittelte Parameter. In ASME werden alle Profilparameter auf der Gesamtmessstrecke definiert und berechnet.
VDA 2006
Diese Norm aus der deutschen Automobilindustrie umfasst Parameter, die in ISO 4287 und ISO 13565 definiert sind, und führt einige von ISO abweichende Regeln ein. Der Hauptunterschied betrifft die Verwendung des Mikrorauheitsfilters λs, das hier verboten ist. Es führt auch den Parameter Rmax wieder ein, der einst in ISO 4287 enthalten war und eine gute Ergänzung zu Rz ist.
VDA 2007
Diese Norm definiert spezielle Parameter für die Beurteilung von periodischen Oberflächen, insbesondere im Falle von Kontaktflächen. Meistens wird diese Methode als Dominante Welligkeit (Dominant waviness) bezeichnet. Sie definiert drei Parameter, die mit einem speziellen Nullbandpassfilter berechnet werden:
WDSm, horizontale Welligkeit
WDc, durchschnittliche Höhe der Welligkeitsprofilelemente
WDt, Gesamthöhe des Welligkeitsprofils
Diese Parameter sind Teil des Moduls 2D Automotive.
Daimler MBN 31 007-7
Diese interne Norm stellt Methoden und Parameter zur Verfügung, um das Dichtverhalten dynamischer Dichtflächen zu analysieren. Sie wird Lead-Analyse oder Drallanalyse genannt. Folgende Parameter werden berechnet:
DG, Gängigkeit
Dt, Dralltiefe
DP, Periodenlänge
DF, theoretischer Förderquerschnitt
DFu, theoretischer Förderquerschnitt (DF) pro Umdrehung
DLu, prozentuale Auflagelänge
Dy, Drallwinkel
DSγ, versetzter Drallwinkel
Diese Norm ist im Modul Lead (Twist) Analysis verfügbar.
Daimler MBN 31 007-12
Dieser interne Standard definiert einen Parameter zur Charakterisierung des Welligkeitsprofils:
Wst, maximaler absoluter Höhenunterschied des Welligkeitsprofils
MountainsMap bietet verschiedene Möglichkeiten, die Bedingungen dieser Normen zu erfüllen. ISO-Parameter sind alle in MountainsMap verfügbar, aber manchmal als Option (z. B. im Modul 2D Automotive). ASME B46.1 wird als Familie in der Parameter-Studie angeboten. VDA 2006 kann implementiert werden, indem die Mikrorauheits-Option in den Grundeinstellungen deaktiviert wird. VDA2007 und MBN 31 007-12 sind Teil des Moduls Automotive (in Version 7.3 und höher). Die Daimler-Drallmethode ist separat erhältlich als Modul Lead (Twist) Analysis.
Siehe auch MountainsMap Profile und das Modul 2D Advanced Surface Texture.
Auf dem Weg zu einer kompletten überarbeitung der Profilnormen
Neue Struktur
Im Herbst 2012 beschloss die WG16-Gruppe des Komitees ISO TC 213, mit der überarbeitung von Profilnormen zu beginnen, um sie an die Struktur und die Konzepte von ISO 25178 anzupassen. Grundsätzlich wird die neue Struktur aus mindestens drei Teilen bestehen:
- Teil 1 - Zeichnungsangaben. Wird den Inhalt von ISO 1302 sowie neue Symbole enthalten.
- Teil 2 - Definitionen und Parameter. Wird Definitionen aller Parameter aus ISO 4287, ISO 12085 und ISO 13565 sowie einige neue Parameter enthalten.
- Teil 3 - Spezifikationsoperatoren. Wird Standardwerte und Einheiten von Parametern definieren.
Im August 2016 wurde das Projekt offiziell unter folgender Referenz registriert: ISO 21920.
In diesem Stadium ist nicht geplant, die Geräteeigenschaften oder Kalibrierung zu beschreiben, da diese in ISO 25178 in den Teilen 60x und 70x enthalten sind, sowie in Teilen 7x für Maßverkörperungen und Softgauges.
Zeitrahmen
Im Jahr 2013 wurden auf der Tagung in Helsinki Grundsätze diskutiert, und ein erster Entwurf von Teil 2 wurde von einer Untergruppe der Arbeitsgruppe WG16 erstellt. Der erste offizielle "New Work Item Proposal" wurde im Herbst 2016 an das Genfer Zentralsekretariat weitergereicht. Die Veröffentlichung wird nicht vor 2018-2019 erwartet. Nach der Veröffentlichung dieses 3-teiligen Standards werden die alten Profilstandards aufgehoben (ISO 1302, 4287, 4288, 12085, 13565-2, 13565-3)


Nächste Seite: Filter-Techniken