Profile Parameters
Surface texture of mechanical components has been checked over 80 years in order to improve performances of manufactured products. The first roughness testers recorded surface heights using a stylus tip in contact with the surface and a traverse unit. The measured profile was drawn on a carbon paper and a value of roughness was given on a galvanometer. For a long time, only one parameter was known and used, under the name Ra (Roughness average) or CLA (Center Line Average) or even AA (Arithmetic Average). Then came RMS or Rq, Rz and Rmax, and later many more parameters; so many in fact that Pr Whitehouse eventually wrote his famous paper about parameter rash [WHITEHOUSE 1982].
Today, profile parameters and areal parameters are defined in a handful of international standards that sometimes have local variations due to national or sectorial standards. Profile parameters are separated into three groups depending on the type of profile from which they are calculated: P parameters are calculated on the Primary Profile; R parameters are calculated on the roughness profile; and W parameters are calculated on the waviness profile.
1. Sampling length vs Evaluation length
In order to overcome problems arising in the early profilometers, such as noise or repeatability, some parameters are meant to be calculated on profile segments (sampling lengths) and then averaged. The sampling length is usually defined as the cut-off length (λc) of the filter used to separate roughness and waviness. For example, using a cut-off length of 0.8 mm and 5 sampling lengths, parameters will be estimated on each segments (Ra1, Ra2, ., Ra5) and the parameter value will be given as the mean of these estimated values. Other parameters are defined and calculated on the evaluation length which usually is the profile length after filtering. Details are given in [ISO 4288].
Note that the same parameters calculated according to ASME B46.1 are not averaged and are calculated on the evaluation length. Their value slightly differ from the parameters calculated according ISO.
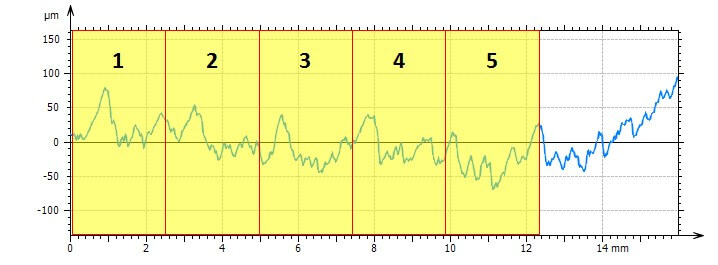
Sampling length = 2,5 mm
2. Profile method - Terms, definitions and surface texture parameters (ISO 21920-2, ISO 4287)
These standards describe the most common profile parameters, such as Ra, Rz or RSm, and define the major concepts and vocabulary.
3. Profile method - Motifs parameters (ISO 12085)
The R&W method described in ISO 12085 makes it possible to characterize periodical structures on a profile. This method was born in the 1980s and was recently extended with a more robust watershed segmentation.
4. Profile method - Surfaces having stratified functional properties (ISO 21920-2, ISO 13565-2 and ISO 13565-3)
Well-known functional parameters used in the automotive industry, the Rk-parameter family is obtained from the Abbott curve.
5. Towards a complete revision of profile standards
New structure
In fall 2012, the WG16 group of ISO TC 213 decided to start revising profile standards in order to align them with the ISO 25178 structure and concepts. Basically, the new structure consists in at least three parts:
- Part 1 - Drawing indications. Incorporate the content of ISO 1302, plus new symbols.
- Part 2 - Definitions and parameters. Includes definitions of all parameters, from ISO 4287, ISO 12085 and ISO 13565, plus several new parameters.
- Part 3 - Specification operators. Defines default values and units of parameters.
Time frame
In August 2016, the project was officially registered under the reference: ISO 21920.
At this stage, there is no plan to describe instruments characteristics or calibration as this was included in ISO 25178 parts 60x and 70x, as well as parts 7x for material measures and softgauges. But current discussions may lead to new documents.
Principles have been discussed in 2013 at the Helsinki meeting and a first draft of Part 2 was established by a task force within the group. The first official New Work Item Proposal was issued to Geneva Central Secretariat in Fall 2016. The drafts have reached DIS stage in Spring 2020, then FDIS stage mid-2022 before the final publication in December 2022. Consequently to this publication, the old profile standards have been withdrawn (ISO 1302, 4287, 4288, 13565-2, 13565-3).
ISO 21920 - The profile parameters of the 21st century
5. Other standards
ASME B46.1
This standard today is more in line with ISO standards than the previous versions, except for some differences. The main difference is about sampling length and averaged parameters. In ASME, all profile parameters are defined and calculated on the evaluation length.
VDA 2006
This standard from the German automotive industry collects parameters defined in ISO 4287 and ISO 13565 and introduces several rules that differ from ISO. The main difference concerns the use of microroughness filter λs that is prohibited here. It also reintroduces the parameter Rmax that was once part of ISO 4287 and is a good complement to Rz.
VDA 2007
This standard defines special parameters for the evaluation of periodic surfaces, especially in the field of mating surfaces. It is usually referred to as Dominant waviness. It defines three parameters calculated after a special zero bandpass filter:
WDSm, horizontal waviness
WDc, mean height of waviness profile elements
WDt, total waviness profile height
These parameters are part of the Automotive module.
Daimler MBN 31 007-7
This internal standard provides methods and parameters to analyze lead-reduced dynamic sealing surfaces. It is referred to as Lead or Twist analysis. The following parameters are calculated:
DG, number of threads
Dt, lead depth
DP, period length
DF, theoretical supply cross section
DFu, DF per turn
DLu, contact length
Dγ, lead angle
DSγ, offset lead angle
This standard is available in the Lead Analysis (Twist) module.
Daimler MBN 31 007-12
This internal standard defines one parameter to caracterize the waviness profile:
Wst, maximum absolute height difference of the waviness profile
MountainsMap offers several options to comply to these standards. ISO parameters are all available in MountainsMap but sometimes as an option (such as the Automotive Module). ASME B46.1 is offered as a family in the Parameter study. VDA 2006 can be implemented by disabling the microroughness option in the Preferences. VDA2007 and MBN 31 007-12 are part of the Automotive Module. The Daimler Lead method is available as a separate Lead Analysis (Twist) Module.
See also MountainsMap® Profile and Advanced Profile.