Introduction to stylus profilometers
The most common instrument for measuring surface texture is the stylus profilometer. Compatible with use in a production workshop and in a metrology lab, its simple and comprehensive principles make it easy to use for any operator.
History
During the Second World War, the war effort required mass production of vehicles, aircraft and weapons, often by converting companies from other sectors of activity. In order to ensure conformity and manufacturing quality, it became necessary to check not only the dimensional tolerancing, but also to control and check surface texture of manufactured parts. However, the scale at which surface texture appears, does not allow reliable visual inspection, in most cases. It was therefore necessary to invent new measuring instruments.
It was particularly under the impetus of Rolls Royce, which needed it for their factories, that the quest to manufacture the first commercial profilometer was launched, in the late 1930s. Engineers and researchers contributed to this endeavor, such as Dr Schmaltz, Ernest J. Abbott, Harry Shaw, George Tomlinson and above all John E. Reason of Taylor Hobson. John Reason designed and developed the first commercial and autonomous profilometer, under the direction of Mark Taylor.
The Talysurf 1 was born in 1941.
Its simple and effective design was based on the movement of a probe, guided by a reference surface. A stylus records the height differences on the measured surface.
Principles of a profilometer
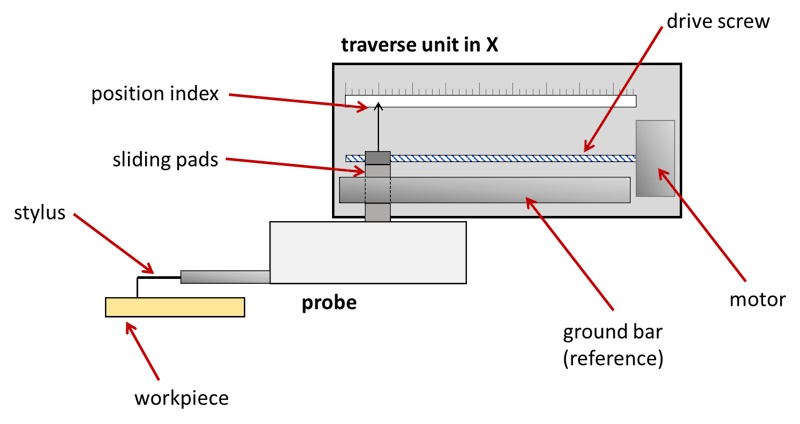
The principle of a profilometer is quite simple. A microscopic tip, in contact with the surface, is moved along the X axis. The vertical movement of the tip, due to the surface relief (also called topography), is captured and amplified. The profilometer is generally installed on a Z column, allowing the stylus to be positioned above a part to be measured. The traverse unit moves the stylus along the X axis, perpendicular to the Z axis. The granite base serves as a reference plane, and as a support for the parts to be measured.
More precisely, the sensor slides on a reference bar, thanks to a drive screw, driven by a motor. The bar serves as an internal straightness reference. It is an expensive element, ground with great precision, which often justifies the price of the profilometer. It allows the stylus to record the entire surface texture, be it roughness, waviness, form deviations, or even the form itself.
There are also profilometers without internal reference, whose stylus is equipped with a skid resting on the surface.
Stylus and tip
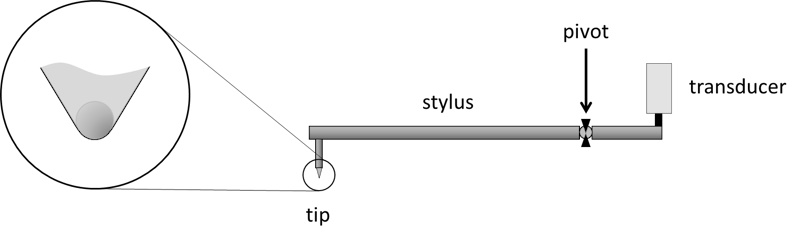
The stylus itself is terminated by a tip, consisting of a microscopic sphere of a few microns in radius. This sphere, often made of diamond, or a hard stone like sapphire, is attached to a conical support. The whole constitutes a conispherical tip.
By default, the tip has a radius of 2 µm, and the cone has an opening angle of 60°. But manufacturers offer many models of stylii, with various characteristics, especially regarding their length and height.
The stylus rotates around a pivot. The opposite end of the stylus is connected to a transducer device, responsible for converting the vertical movement of the tip into an electrical signal.
Transducers
There are different transducer technologies.
- The most common today, is an LVDT inductive sensor, where a ferrite core moves between two coils, fed with an alternating current. The movement of the tip changes the impedance of the coil, which alters the frequency of the current, thus allowing a measurement of the relief.
- Alternatively, some sensors are capacitive. The opposite end of the stylus has a pad that passes between two electrodes that produce an electric field. The movement of the pad changes the capacitance of the capacitor, in proportion to the height of the relief.
- For entry-level devices, including small workshop roughness meters, the transducer is piezoelectric, and like the pickup on a vinyl turntable, it creates an electric current depending on the pressing force on the piezoelectric element.
- Finally, for high-end and high-precision profilometers, the height variation is evaluated by a laser interferometer. This allows for large vertical excursions, while maintaining extreme resolution.
Like any movement, the sensor cannot instantly reach its cruising speed. There is therefore an acceleration phase, during which the displacement is not linear, so the spacing between the points is not regular. This is called the pre-travel, which is usually suppressed by the profilometer software. But it is nevertheless necessary to take this space into account on the sample, which can sometimes be a problem with small parts.
Similarly, once the profile is measured, the traverse unit gradually decelerates to a stop, creating a post-travel length. The longer the pre- and post-travel lengths, the higher the speed.
Introduction to stylus profilometers
Introduction to the general principles of contact stylus profilometers that are used to measure surface texture. Duration: 11 min 34.
Workshop profilometers
As we mentioned above, some profilometers are equipped with a skid. The principle is to have a wide pad in contact with the surface, to serve as a reference. This pad smooths the local roughness, allowing the tip to register the differences between this smooth shape and the actual relief, thus approximating the roughness. Today many brands offer pocket profilometers, called roughness testers. The measuring part is placed directly on the workpiece to be measured. This makes it possible to measure surfaces directly on a large component, in production.

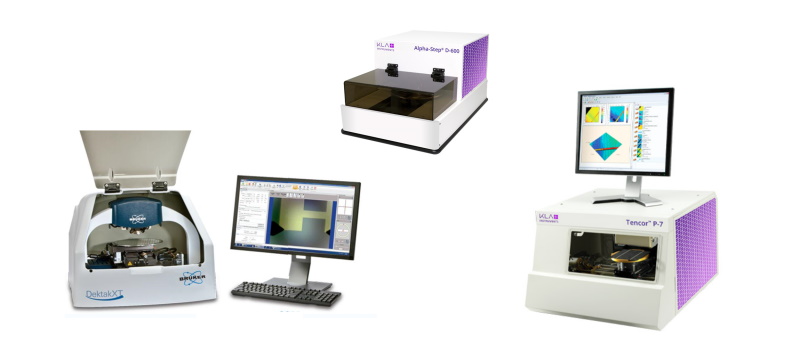
Laboratory profilometers

Laboratory profilometers allow more precise measurements, including not only roughness, but also waviness and form deviations. More and more profilometers do both surface texture and contour.
The high precision of these devices requires them to be isolated from environmental disturbances, mechanical and acoustic vibrations. This is why some models are mounted on active damping tables, and are protected by closed enclosures.
Low-force profilometers
Some profilometers are specialized in measuring microelectronic components, even silicon wafers. These very fragile surfaces require an extremely low force of contact, thanks to dynamically controlled force.
Models intended for microelectronic component production lines, in a clean room, can receive closed cassettes that contain several wafers, which are loaded and unloaded in the profilometer automatically.
Advantages and drawbacks of stylus profilometers
Advantages
- Contact profilometers are well-known devices, that have been used in industry for over fifty years. We know their characteristics with precision. Their transfer function is reassuring, because the creation of the mechanical profile is a well-described mathematical operation.
- This therefore makes it a suitable instrument for massive use in industry, alongside with calipers, height gauges and other measuring instruments and equipment.
- The measuring length depends only on the traverse unit, which can be adapted to needs. Some profilometers have lateral capabilities exceeding 500 millimeters.
- The technology is compatible with inexpensive devices that can be used in the workshop.
All these advantages mean that the contact profilometer is still today the most widespread measuring instrument, for the analysis of surface texture.
Drawbacks
However, it is also important to be aware of the disadvantages and limitations of the technology.
- The main drawback, is that the touching tip can damage the surface, especially if the material is brittle. The use of a low-force sensor can circumvent the problem.
- The geometry of the stylus, formed by a right angle between the vertical tip and the horizontal stylus, makes it difficult to measure breaks in slope, such as steps or holes.
- The stylus moves along an arc, leading to a lateral shift, but this effect is compensated by the internal software.
- Another major drawback is the slowness of measurement, due to a speed which is generally a few hundred micrometers per second, up to a few millimeters per second at most. This makes it impractical to adapt to areal measurement, with a Y-table. Measuring a surface of a few hundred parallel profiles can take several hours. We will then prefer optical profilometers, which are faster, but whose lateral measurement field is more restricted.