Panorama des paramètres de profil
L'état de surface des composants mécaniques est vérifié depuis près de 80 ans afin d'améliorer la performance des produits. Les premiers rugosimètres enregistrait les variations de hauteur à l'aide d'une point en diamant en contact avec la surface et déplacée à l'aide d'une unité d'avance linéaire. Le profil mesuré était tracé sur un papier carboné et la valeur du paramètre Ra était affiché sur le cadran d'un galvanomètre. Pendant longtemps, un seul paramètre était connu et utilisé, sous le nom de Ra (Roughness average) ou CLA (Center Line Average) ou encore AA (Arithmetic Average). D'autres paramètres comme le RMS ou le Rq, le Rz ou le Rmax ont ensuite été utilisés, puis un grand nombre d'autres paramètres ; en réalité tant de paramètres que le fameux Prof. David Whitehouse écrivit un papier célèbre sur le parameter rash (l'épidémie de paramètres) [WHITEHOUSE 1982].
Aujourd'hui, les paramètres d'état de surface sont définis dans une poignée de normes internationales qui ont parfois de variantes nationales sous la forme de normes sectorielles (ex: l'automobile ou la sidérurgie). Les paramètres d'état de surface utilisés en profilométrie sont séparés en trois groupes selon le type de profil : les paramètres (de préfixe) P qui sont calculés sur le profil primaire; les paramètres R qui sont calculés sur le profil de rugosité; et les paramètres W qui sont calculés sur le profil d'ondulation.
1. Longueur de base et longueur d'évaluation
Afin d'atténuer les problèmes de stabilité des premiers profilomètres, tels que le bruit de mesure ou la répétabilité, certains paramètres sont supposés être calculés sur des segments du profils (les longueurs de base) et moyennés sur plusieurs segments. La longueur de base est habituellement définie à partir de la valeur du cut-off (λc) du filtre utilisé pour séparer la rugosité et l'ondulation. Par exemple, en utilisant un cut-off de 0,8 mm et 5 longueurs de base, les paramètres seront estimés sur chaque segment (Ra1, Ra2, ., Ra5) et la valeur finale du paramètre sera la moyenne de ces estimateurs. D'autres paramètres sont définis directement sur la longueur d'évaluation, qui est en général la longueur totale du profil après filtrage. Des détails sont donnés dans la norme [ISO 4288].
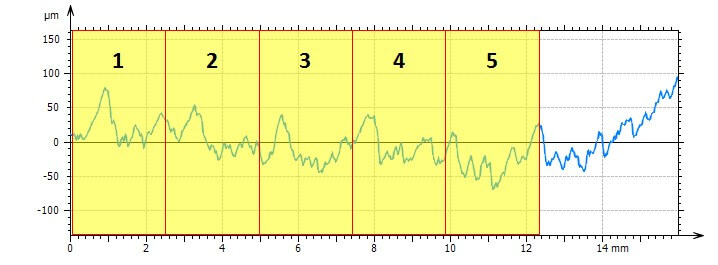
Longueur de base = 2,5 mm
2. Méthode du profil - Termes, définitions et paramètres d'état de surface (ISO 21920-2, ISO 4287)
Norme décrivant les paramètres les plus utilisés sur les profils, tels que le Ra, le Rz ou le RSm.
3. Méthode du profil - Paramètres de motifs (ISO 12085)
La méthode R&W dite des motifs permet de caractériser les structures périodiques sur un profil. Cette méthode née dans les années 1980 est maintenant étendue grâce à une segmentation plus robuste issue de l'analyse surfacique.
4. Méthode du profil - Surfaces ayant des propriétés différentes selon la hauteur (ISO 21920-2, ISO 13565-2 et ISO 13565-3
Célèbres paramètres fonctionnels, utilisés dans l'automobile, les Rk, caractérisant différentes parties de la courbe d'Abbott.
5. Vers une refonte totale des normes de profilométrie
Nouvelle structure
A l'automne 2012, le groupe WG16 de l'ISO TC 213 a décidé de démarrer le processus de révision des normes de profil afin de les aligner sur la structure de la norme surfacique ISO 25178. La nouvelle structure comprend trois parties :
- Partie 1 - Indications sur les dessins, qui incorpore le contenu de l'ISO 1302, plus de nouveaux symboles.
- Partie 2 - Définitions et paramètres, qui définit l'ensemble des paramètres issus de l'ISO 4287, de l'ISO 12085 et de l'ISO 13565, plus quelques autres, notamment adaptés des paramètres surfaciques.
- Partie 3 - Opérateurs de spécification, qui définit les valeurs par défaut et les unités des paramètres.
Agenda
En août 2016, le projet a été officiellement enregistré à l'ISO sous la référence ISO 21920.
Il n'est normalement pas prévu de redéfinir les instruments ni leur étalonnage dans la mesure où ils sont déjà décrits dans l'ISO 25178 parties 60x et 70x, ainsi que dans les parties 70 pour les étalons matérialisés et 71 et 72 pour les étalons logiciels (softgauges). Mais les discussions en cours pourraient changer cette décision.
Les documents ont passé le stade du vote CD à l'automne 2019, le stade DIS au début du printemps 2020 et ont été publiés en décembre 2022. Suite à cette publication, les normes précédentes sur les profils (ISO 1302, ISO 4287, ISO 4288, ISO 13565-2 et ISO 13565-3) ont été officiellement annulées.
ISO 21920 - les paramètres de profil du 21e siècle
6. Autres normes
ASME B46.1
Cette norme américaine est maintenant plus proche des normes ISO qu'elle ne l'a été dans le passé, bien qu'il subsiste encore quelques différences. La différence principale concerne le moyennage des paramètres sur les longueurs de base. Dans l'ASME, tous les paramètres de profil sont calculés sur la longueur d'évaluation et ne sont donc pas moyennés.
VDA 2006
Cette norme de l'industrie automobile allemande reprend des paramètres de l'ISO 4287 et de l'ISO 13565 mais introduit quelques différences pratiques. La différence principale est que le filtre de microrugosité λs est interdit ici. La norme réintroduit également le paramètre Rmax qui existait dans les anciennes versions de l'ISO 4287 et qui est un bon complément du paramètre Rz.
VDA 2007
Cette norme définit des paramètres spécifiques pour l'évaluation de textures périodiques, principalement pour les applications de mattage. Cette méthode est souvant appelée ondulation dominante (Dominant waviness). Cette norme définit trois paramètres calculés après un filtre passe-bande (zero bandpass) :
WDSm, ondulation horizontale
WDc, hauteur moyenne des éléments du profil d'ondulation
WDt, hauteur totale du profil d'ondulation
Ces paramètres sont proposés dans le module Automotive.
Daimler MBN 31 007-7
Cette norme interne fournit une méthode d'analyse et des paramètres pour caractériser l'étanchéité dynamique d'arbres mécaniques. Cette méthode est parfois appelée analyse Lead ou Twist. Les paramètres suivants sont calculés :
DG, nombre de fils
Dt, profondeur d'attaque
DP, longueur de la période
DF, theoretical supply cross section
DFu, DF par tour
DLu, longueur de contact
Dγ, angle d'attaque
DSγ, angle d'attaque décalé
Les paramètres Dimaler sont proposés dans le module Lead Analysis (Twist) module.
Daimler MBN 31 007-12
Cette norme interne définit un paramètre pour caractériser le profil d'ondulation :
Wst, différence de hauteur maximale absolue du profile d'ondulation
MountainsMap propose plusieurs options pour se conformer à ces normes. Les paramètres ISO sont tous disponibles dans MountainsMap mais parfois en option (voir le module Automobile (Automotive Module)). La norme ASME B46.1 est proposée comme une famille en tant que telle. La norme VDA 2006 peut être utilisée en désactivant l'option de microrugosité au chargement dans les Préférences. Les normes VDA 2007 et MBN 31 007-12 sont disponibles (à partir de la version 7.3) dans le module Automobile (Automotive Module). La norme Daimler d'analyse du Twist est disponible dans un module à part, le module Lead (Twist).
Voir aussi MountainsMap® Profile et le module optionnel Advanced Profile.
Apprenez facilement la métrologie des surfaces grâce à nos cours en français et en vidéo disponibles sur notre chaîne Youtube : ![]() Cours en vidéo de métrologie des états de surface.
Cours en vidéo de métrologie des états de surface.